
Lasergravierer – Kalibrierung mit Lightburn
Um das Maximum an Auflösung und Genauigkeit aus einem Lasergravierer rausholen zu können, ist es notwendig eine Kalibrierung durchzuführen. Dazu muss als Erstes die Schnittbreite (Kerf) herausgefunden werden, und danach kann die X- und Y-Achse in Lightburn kalibriert werden. In diesem Beitrag wird Schritt für Schritt erklärt, wie das in Lightburn gemacht werden kann.
Schnittbreite Verifizieren
Um die Schnittbreite des Lasers herauszufinden, gibt es eine Vielzahl kleiner Helferlein. Ich habe dabei diesen Test sehr hilfreich gefunden.
Online kann man den gewünschten Bereich und Abstufung der Schnittbreite definieren und Der Konfigurator kann direkt die gewünschten Lightburn Dateien bereitstellen. Mein Laser (TwoTrees TS2 20W) hat laut Hersteller eine Laserstrahlbreite von 0,08mm. Aus diesem Grund habe ich einen Bereich von 0,7 – 0,12 mm, denn wir alle wissen, dass solche Angaben nicht immer zu 100% wahr sein müssen. Vertrauen ist gut, Kontrolle ist besser 😉
Bevor code generiert wird, ist es wichtig, dass man vorab ein Material für diesen Test definiert, denn die Schnittdaten (Power und Geschwindigkeit) dafür müssen natürlich bekannt sein. In meinem Fall habe ich 4mm dickes Pappelsperrholz genommen.
Der Kerf Test Generator kann Zinken und Kreise generieren, welche ich beide in einem File zusammengefügt habe. Das File kann hier runtergeladen werden.
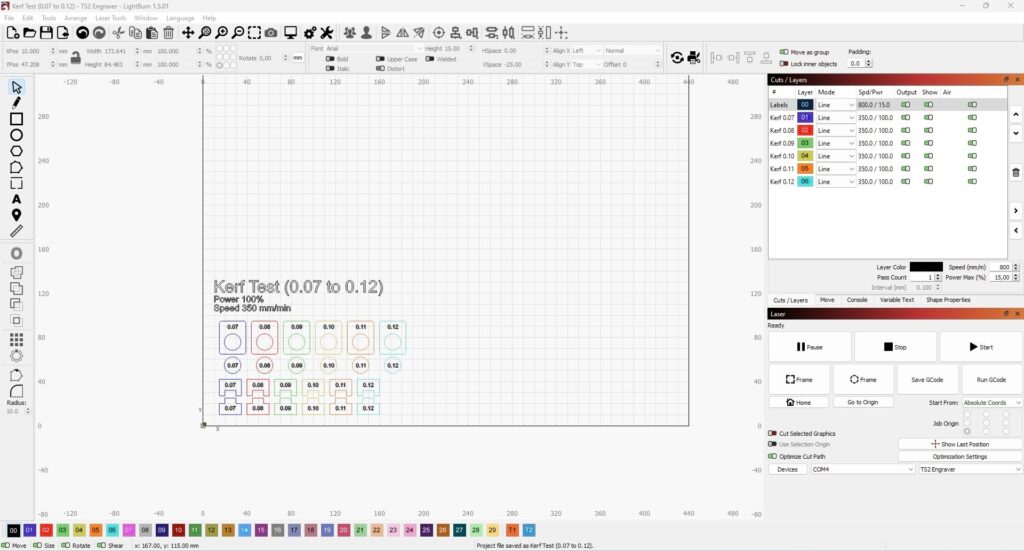
Achtung – Die Schnittdaten sind wie gesagt für das von mir gewählte Material und für meinen Laser passend. Entweder generiert ihr euer File neu, oder passt die Schnittdaten bei der existierenden Vorlage an. Neu generieren ist wahrscheinlich schneller 😛
Wir sind nun bereit zum Laserschneiden, Material in die Maschine, Nullen, Fokussieren und Start.
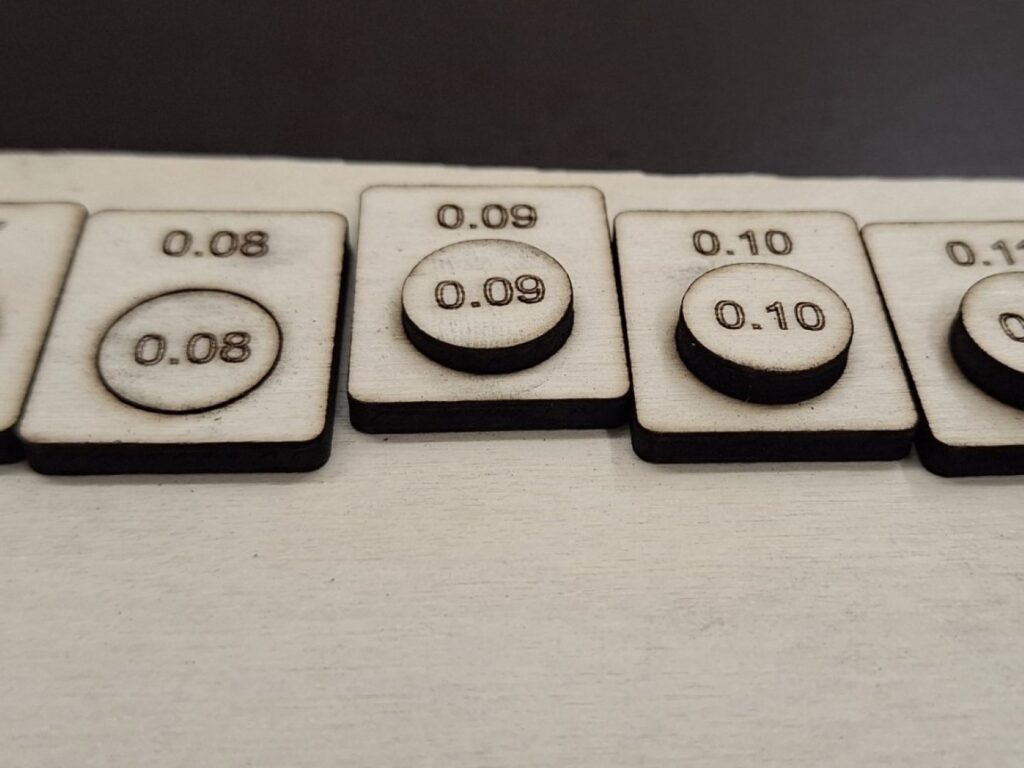
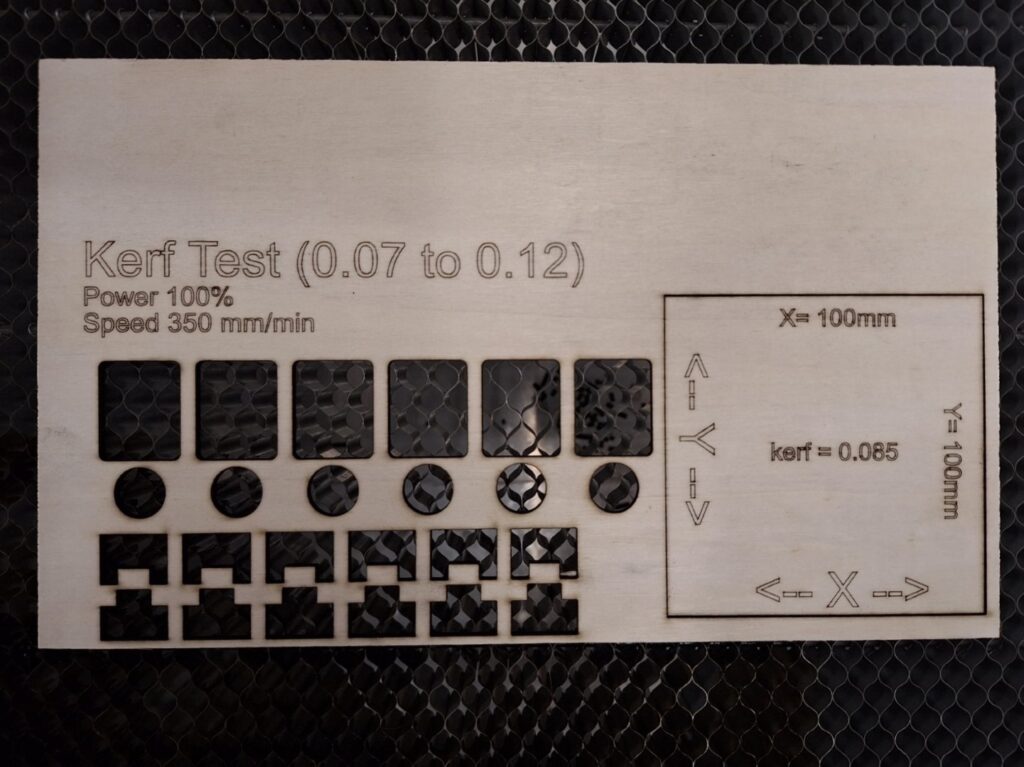
Entnimmt man den geschnittenen Test und versucht die zugehörigen Zinken und ausgeschnittenen Kreise zusammenzufügen bekommt man folgendes Ergebnis:
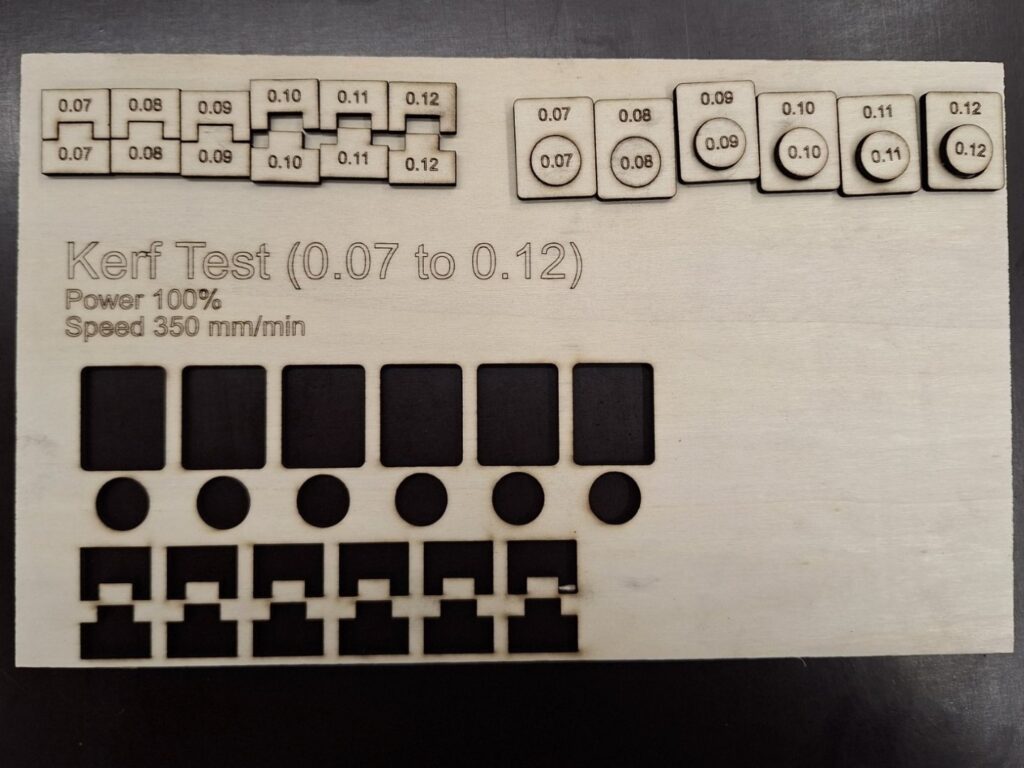
Bei den Zinken kann man erkennen, dass eine Schnittbreite von 0,09mm noch funktioniert, 0.1mm schon zu viel ist. Am Bild kann man es nicht erkennen, die 0,09 waren trotzdem sehr schwer zusammenzustecken, daher nehme ich an, dass die wahre Breite irgendwo zwischen 0,08 und 0,09 liegen wird. Ich nehme mal an, dass die Schnittbreite bei 0,085 mm liegt.
Der Test mit den runden Ausschnitten zeigt ein ähnliches verhalten. 0.08mm passen, ab 0,09mm ist zu viel.
Da nun die Schnittbreite bekannt ist kann mit der Kalibrierung der X und Y-Achse weitergemacht werden.
Kalibrierung der X und Y-Achse
Das Kalibrieren der Achsen ist recht einfach, dabei müssen nur folgende Schritte ausgeführt werden:
- Form mit bekannten Abmessungen + ermittelter Schnittbreite (Kerf) lasern
- Nachmessen der bekannten Mase (X und Y)
- Achsen in Lightburn Kalibrieren (Wunschmaß und gelaserten Abmessungen eintragen)
- Lasern, lasern, lasern …. denn die Kalibrierung ist fertig
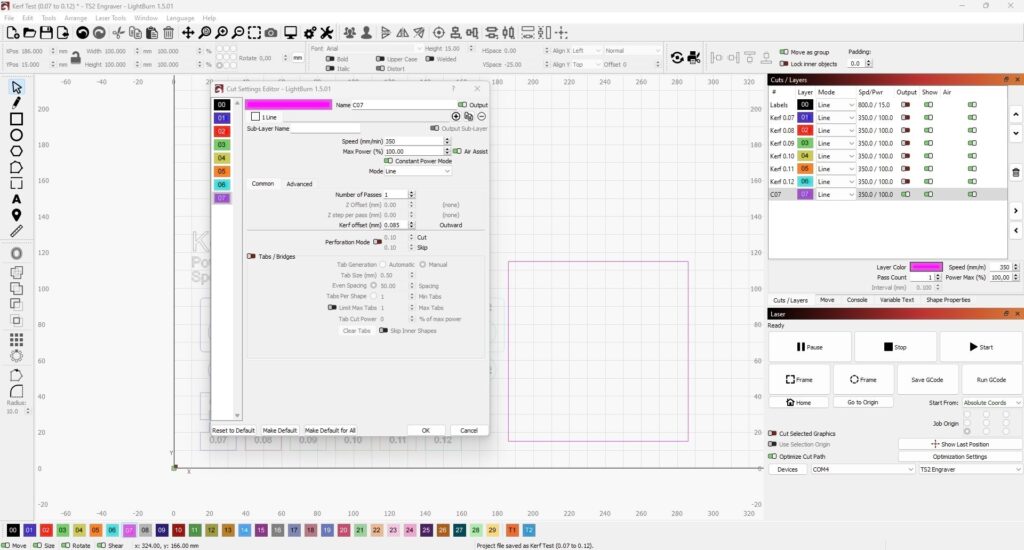
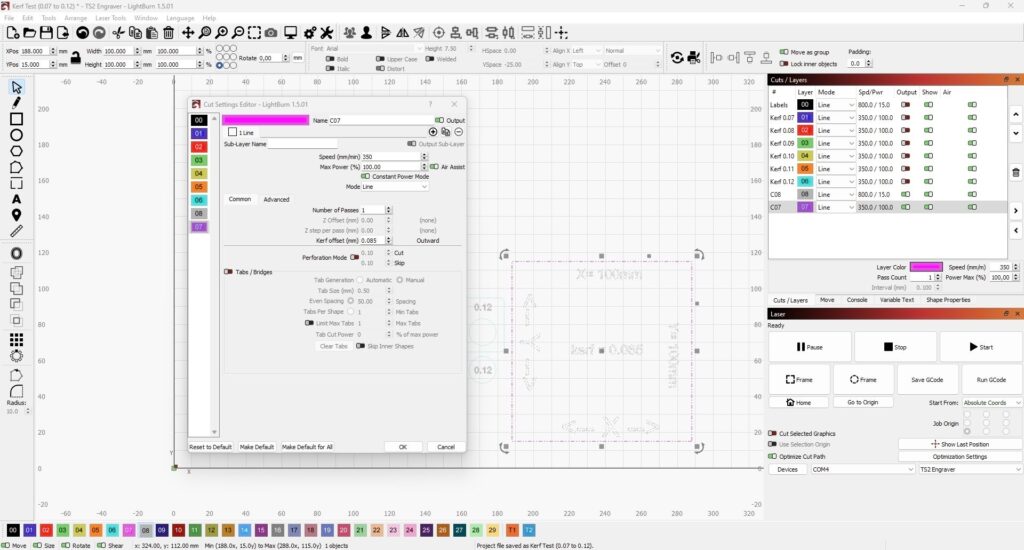
Für meine Ausgangsform habe ich in Lightburn ein Quadrat mit 100x100mm gezeichnet. Wichtig: die zuvor ermittelte Schnittbreite unter „Kerf Offset“ eintragen (in meinem Fall 0,085 mm)
Um später beim Messen nichts zu verwechseln, habe ich direkt in Lightburn die Form beschriftet. Kann man auch einfach draufschreiben oder man ist so ordentlich und vertauscht da nix, aber wozu hat man denn einen Laser 😉
Nicht vergessen: nicht dieselben Schnittparameter verwenden, wir wollen nur gravieren. Wenn es sauber werden soll ist von der Bearbeitungsreihenfolge zuerst die Gravur zu machen, dann der Ausschnitt. Kleinigkeiten die in diesem Falle keinen Unterschied machen, aber wenn schon, denn schon -> Siehe Bild: Reihenfolge C8 / C7
Ab in den Laser und es kann los gehen!
Ich habe auf dasselbe Stück Holz gelasert, dann benötigt es keiner Adaptierung der Schnittparameter.
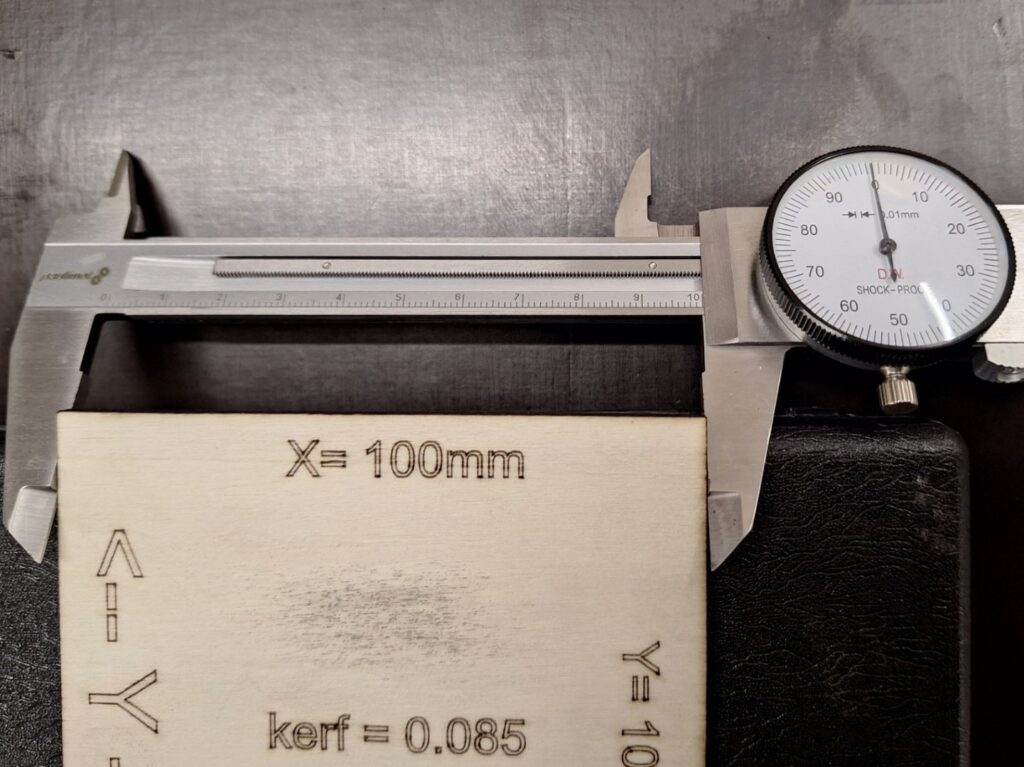

Es war nicht ganz einfach die Bilder zu machen, jedoch ist recht eindeutig zu erkennen, dass ich eine Punktlandung habe. Soll- und Ist-Wert weichen im 1/100 mm Bereich voneinander ab. Damit bin ich mehr als zufrieden, die Werkseinstellungen stimmen!
Sollte man doch etwas mehr abweichen, kann wie Folgt nachgestellt werden: Achtung: der Laser muss dabei eingeschaltet und zum PC und Lightburn verbunden sein!
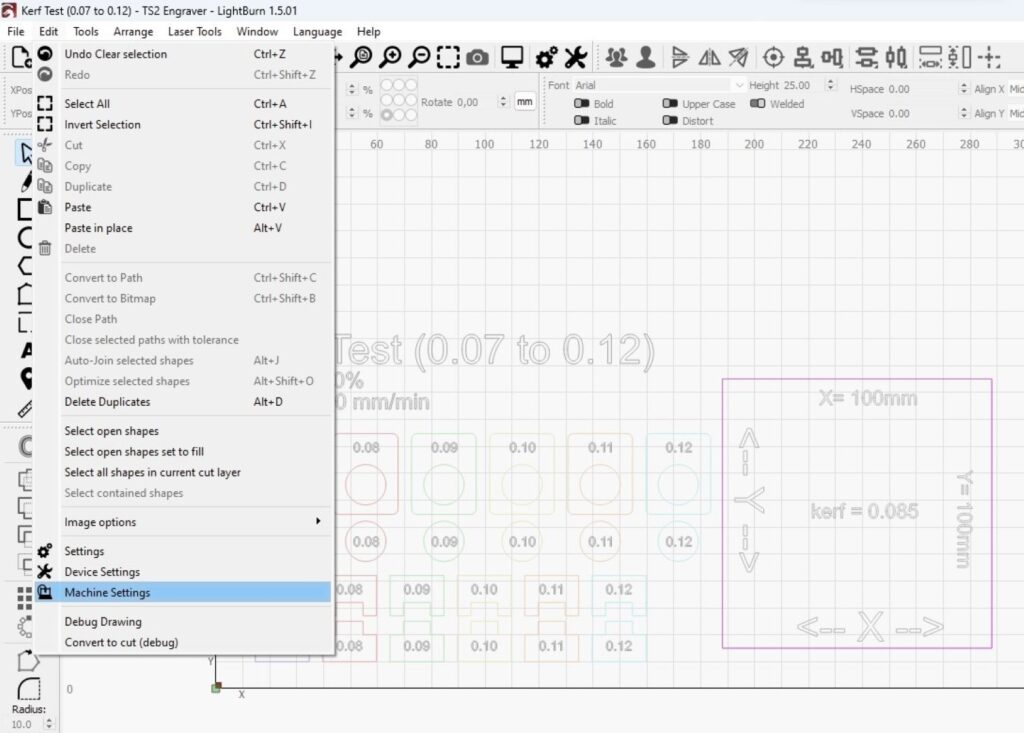
Edit -> Machine Settings -> Calibrate Axis:
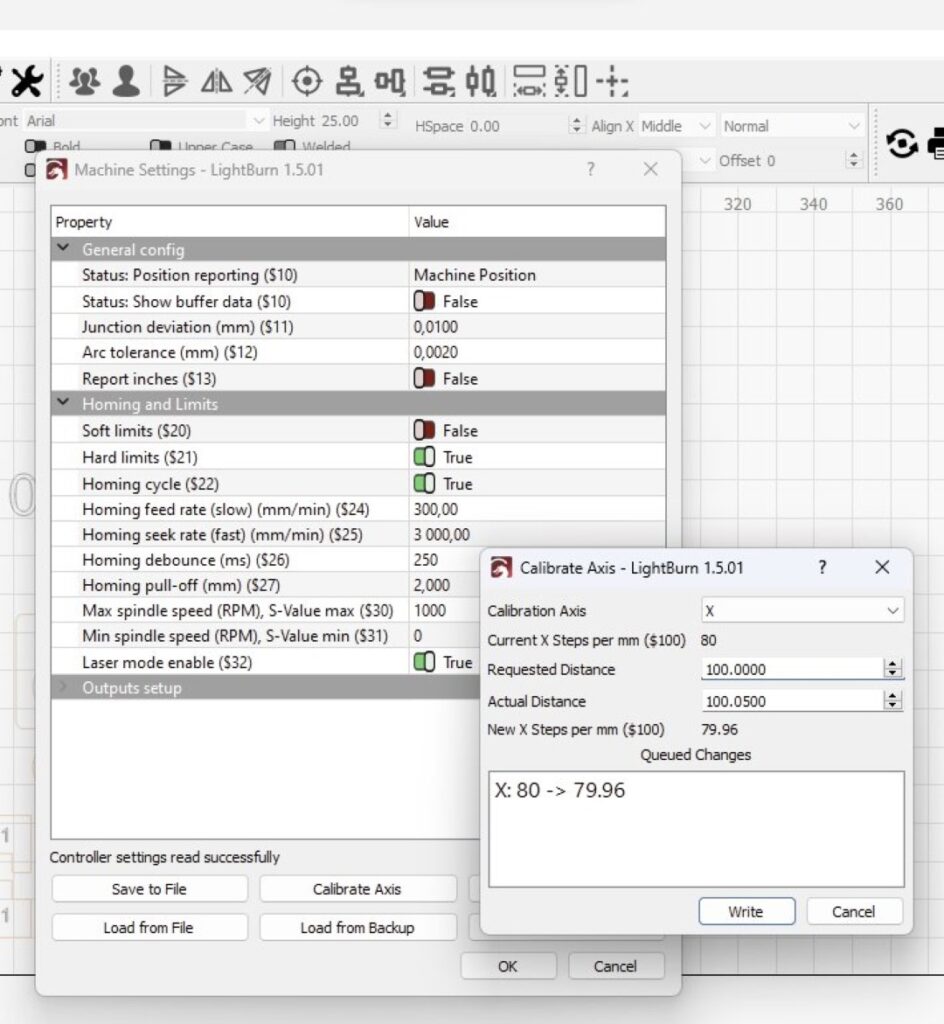
Hier ist nur mehr die Gewünschte Achse auszuwählen. Man trägt die gewünschte Abmessung ein und dann die Gemessene, und bestätigt seine Eingabe mit „Write“. Dasselbe wiederholt man für die Y-Achse und fertig ist der Zauber.
Zum Verifizieren ist das Quadrat wie vorhin nochmals zu lasern (Achtung: Schnittbreite nicht vergessen) und man wird nun passende Abmessungen haben.
Praxistest
Um sehen zu können, wie genau man Kalibriert hat, kann man eine einfache Box mit Zinken lasern. Ich finde, dass dabei die Zinken sowohl auf der X als auch auf der Y-Achse vorkommen sollten, denn dies stellt sicher, dass beide Achsen ausreichend genau kalibriert sind.
Es gibt dazu einen netten Generator: Boxes.py. Ich habe mich für „A Simple Box“ als Testobjekt entschieden. Es sind lediglich die Abmessungen und Schnittparameter einzufügen, danach kann das generierte Lightburn file einfach runtergeladen werden.
Wer will kann mein verwendetes Simple Box File verwenden.
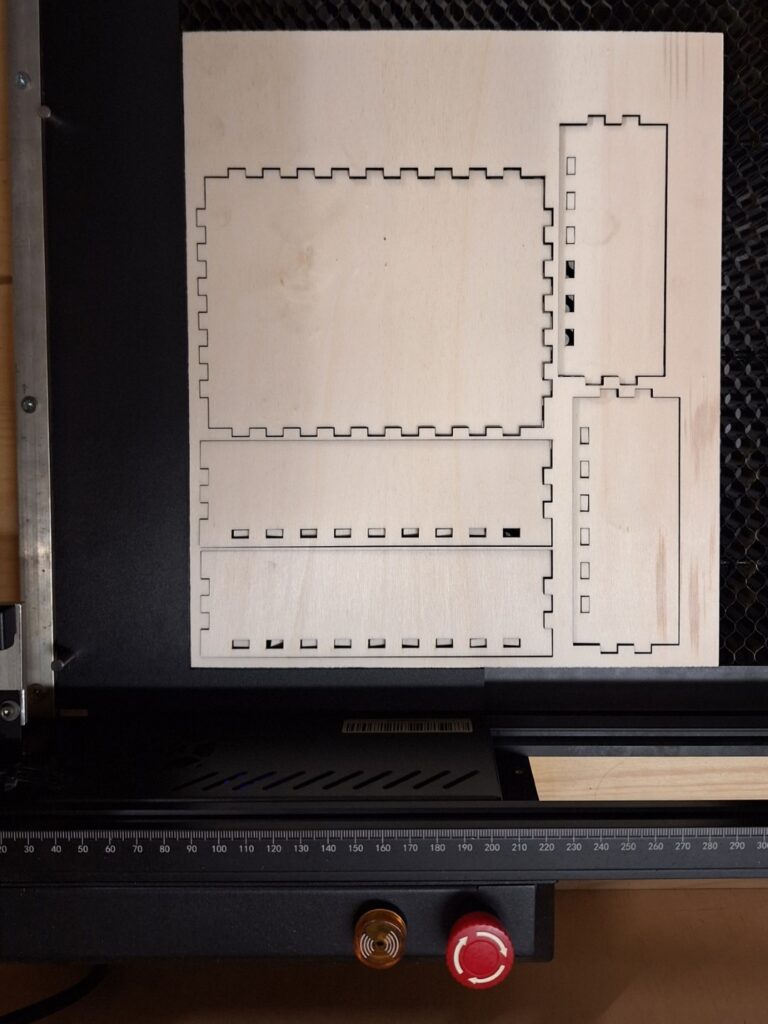
Lasern, zusammenstecken, sich freuen 🙂
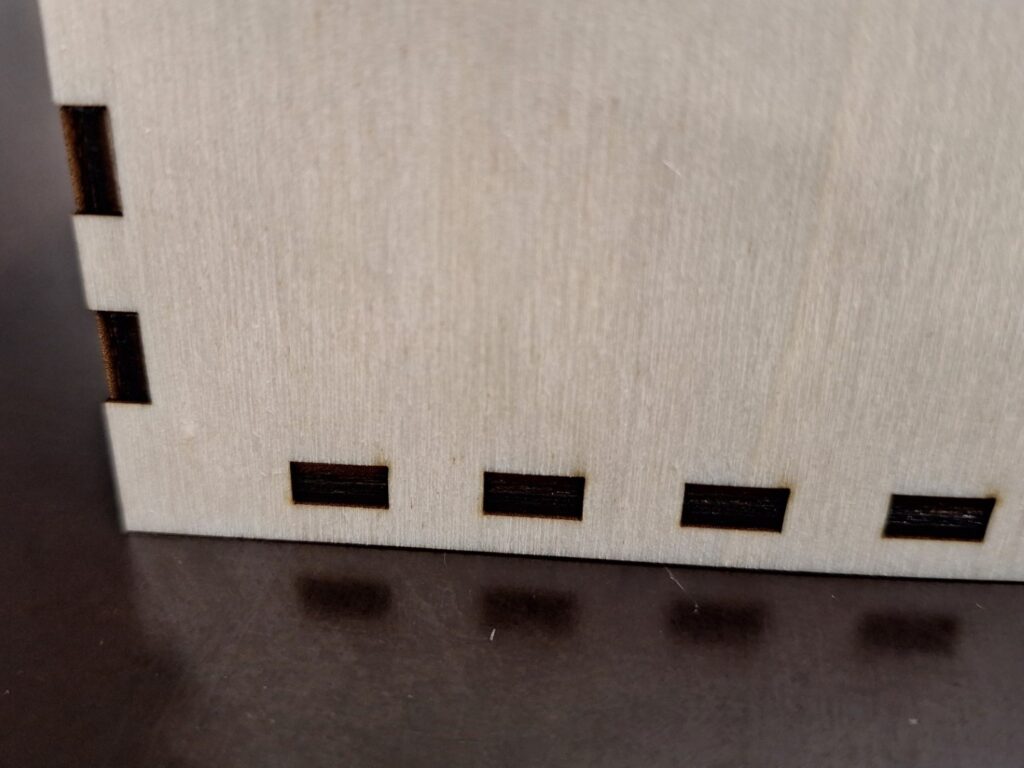
Wie man an dem Bild erkennen kann, ist wenig Luft und die Zinken halten ineinander, und das sogar ohne Leim! Will man präzise Teile fertigen kommt man um diese Kalibrierung nicht rum, dennoch finde ich ist es auf jeden Fall wert dies zu tun. Für recht wenig Aufwand kann man einen sehr genau arbeitenden Lasergravierer erhalten!
